

Прямая секция лестничного кабельного лотка
Если брать прямые секции — тут вечная путаница между 'просто держать кабели' и 'выдерживать тонны десятилетиями'. На объектах видел, как монтажники кладут алюминиевые лотки там, где нужна сталь с цинкованием 120 мкм, а потом удивляются коррозии через год. У нас в ООО 'Чэнду Чэньси Электрик' был случай на подстанции в Новосибирске...
Типичные ошибки при выборе геометрии
Ширина полки 50 мм против 100 мм — это не просто 'чуть просторнее'. При укладке силовых кабелей 10 кВ перемычки начинают провисать, если шаг поперечин превышает 300 мм. Один проект чуть не провалился из-за этого: заказчик требовал экономии, а в итоге переделывали всю трассу.
Высота борта 60 мм подходит для офисных сетей, но для высоковольтных линий лучше 100 мм. Помню, на объекте 'Энергосети' пришлось экстренно докупать переходные элементы, потому что проектировщик не учел радиус изгиба кабелей АСБл.
Толщина металла 1.5 мм против 2 мм — разница заметна при -40°C. Сталь становится хрупкой, а цинкование должно быть равномерным. Проверяли образцы тепловизором — в местах сварки часто появляются микротрещины.
Соединения и монтажные нюансы
Болтовые соединения с контрящими гайками — казалось бы, мелочь. Но на вибронагруженных объектах без них лотки 'расползаются' за полгода. В цеху ООО 'Чэнду Чэньси Электрик' тестировали образцы с динамической нагрузкой 5-15 Гц — стандартные соединения не выдерживали.
Резиновые прокладки между секциями... Спорный момент. Для защиты от ЭМП нужен непрерывный контакт, но для компенсации температурных расширений — изоляция. Приходится искать баланс: на ТЭЦ использовали медные перемычки поверх прокладок.
Крепление к фермам — отдельная история. Анкерные болты должны учитывать не только вес кабелей, но и ледовую нагрузку для уличных трасс. В Красноярске был перерасчет по СНиП 2.01.07-85, где добавили коэффициент 1.8 для сейсмики.
Антикоррозионные решения
Горячее цинкование — не панацея. На химических производствах даже 120 мкм цинка не спасает от паров кислот. Пришлось разрабатывать комбинированное покрытие: цинк + эпоксидный слой. Тестировали в солевой камере 500 часов — результат на 30% лучше ГОСТ.
Нержавеющая сталь AISI 304 против 316 — разницу понимаешь только после установки в портовых терминалах. Хлориды за год 'съедают' 304-ю марку. Теперь в спецификациях для Приморья указываем только 316 с дополнительной пассивацией швов.
Алюминиевые сплавы — легкие, но для тяжелых кабелей нужны усиленные кронштейны. На ветровых нагрузках в Крыму видел деформации продольных швов. Пришлось добавлять ребра жесткости каждые 1.5 метра.
Расчет нагрузок: от теории к практике
В проектах часто берут равномерно распределенную нагрузку, но в реальности кабели лежат пучками. Коэффициент запаса 1.5 — абсолютный минимум. Для трансформаторных подстанций ООО 'Чэнду Чэньси Электрик' используем 2.0 после инцидента с обрывом нулевой жилы из-за вибрации.
Динамические нагрузки от оборудования — насосы, вентиляторы. Частота резонанса лотка должна быть не менее 2.5 от рабочей частоты механизмов. Рассчитывали для дизель-генераторной: пришлось менять шаг опор с 4 м до 2.5 м.
Температурные расширения — сталь расширяется на 1.2 мм/10м/100°C. В котельной завода в Челябинске не учли перепад 80°C — лотки 'выдавило' на стыках. Теперь всегда оставляем компенсационные зазоры по таблицам СП 258.1325800.2016.
Специфика высоковольтных линий
Для кабелей 35 кВ и выше нужна отдельная трасса — нельзя смешивать с низковольтными цепями. На подстанции в Екатеринбурге разносили на разные уровни: силовые — сверху, контрольные — снизу. Расстояние между ярусами не менее 300 мм по ПУЭ 7.
Экранирование — если рядом проходят цепи защиты и управления, лотки должны иметь непрерывное заземление. Медная шина сечением 16 мм2 вдоль всей трассы — обязательное требование для объектов ООО 'Чэнду Чэньси Электрик'.
Радиусы изгиба — для кабелей 110 кВ минимальный радиус 2.5 м. Приходится использовать специальные поворотные секции с изменяемым углом. Готовые отводы под 90° часто не подходят — только индивидуальная подгонка на объекте.
Контроль качества на производстве
Визуальный осмотр сварных швов — недостаточно. Используем ультразвуковой контроль выборочно, особенно для ответственных объектов. Обнаруживали поры в угловых соединениях, которые не видны глазу.
Измерение толщины покрытия — магнитный метод по ГОСТ 9.302. Замеры в 12 точках на секцию: у краев часто истончение до 70 мкм. Бракуем партии, где отклонение более 15%.
Испытание на прогиб — нагрузка 1.5 от расчетной в течение 24 часов. После снятия нагрузки остаточная деформация не должна превышать 1/200 пролета. Для пролета 6 мм это всего 3 мм — строже европейских стандартов.
Логистика и складирование
Длина секций 3 м — оптимальна для перевозки, но на объектах часто нужны 6-метровые. Пришлось разрабатывать систему стыковки с замками — обычные накладки не обеспечивали жесткость. Теперь поставляем комплекты с кондукторами для монтажа.
Упаковка — полиэтиленовая пленка + деревянная обрешетка. Без этого при перевозке морским контейнером появляются вмятины. Особенно важно для оцинкованных поверхностей — повреждение цинкового слоя недопустимо.
Маркировка — каждая секция должна иметь бирку с данными: партия, дата, толщина металла, тип покрытия. Это упрощает приемку и монтаж. Ввели QR-коды с ссылкой на паспорт качества — заказчики довольны.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
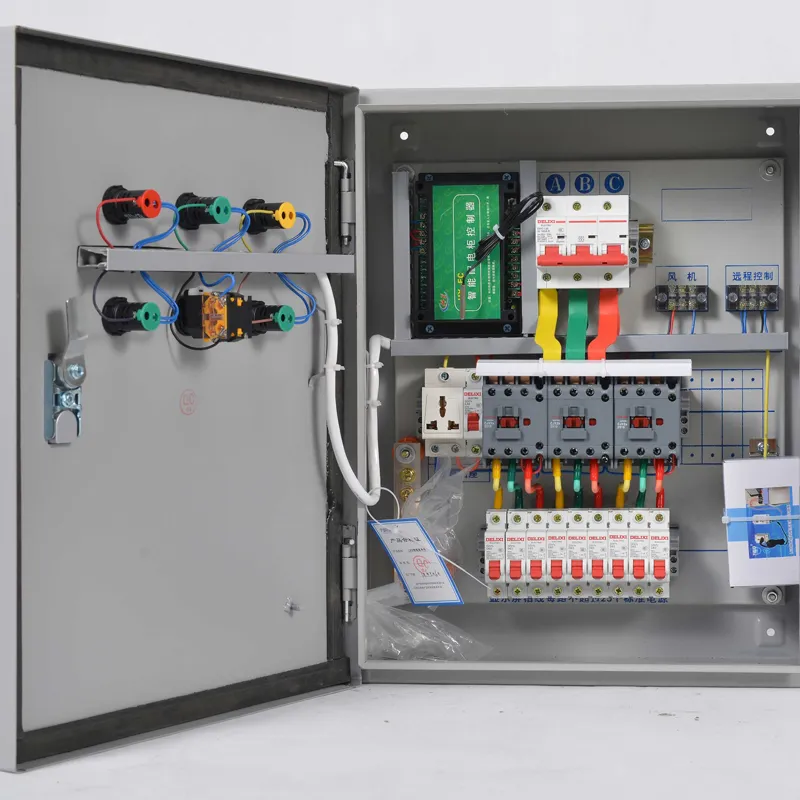
 Распределительный щит третьего уровня
Распределительный щит третьего уровня -
 Распределительный щит второго уровня
Распределительный щит второго уровня -
 Внутренний распределительный щит для бытового использования
Внутренний распределительный щит для бытового использования -
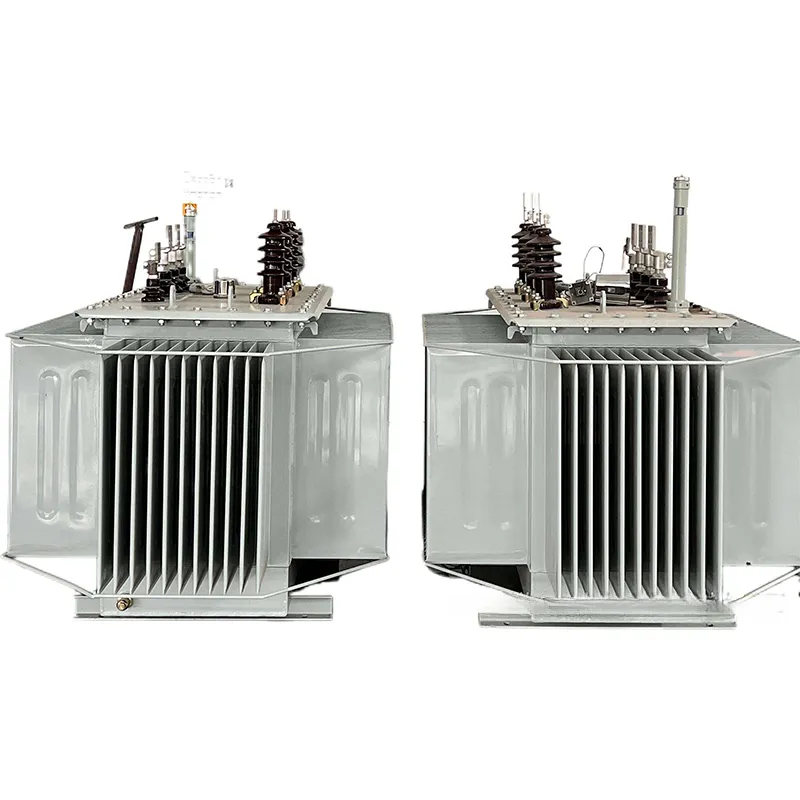
 Масляный трансформатор с медной обмоткой
Масляный трансформатор с медной обмоткой -
 Высоковольтные стационарные распределительные устройства
Высоковольтные стационарные распределительные устройства -
 Распределительный щит первого уровня
Распределительный щит первого уровня -
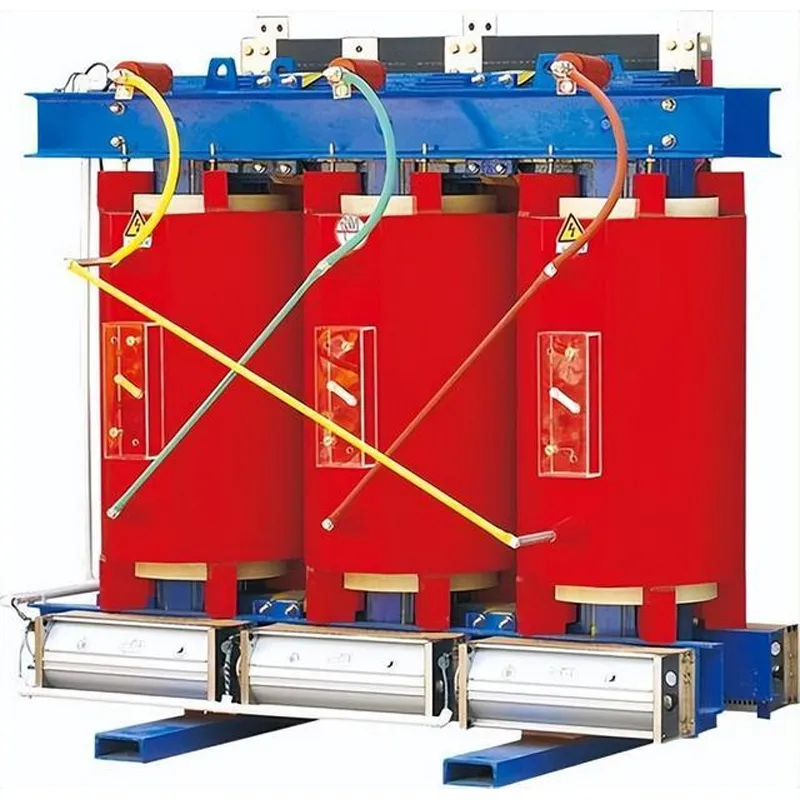 Сухой трансформатор с алюминиевой обмоткой
Сухой трансформатор с алюминиевой обмоткой -
 Комплектная трансформаторная подстанция американского типа
Комплектная трансформаторная подстанция американского типа -
 Низковольтное стационарное распределительное устройство GGD
Низковольтное стационарное распределительное устройство GGD -
 Низковольтное выдвижное распределительное устройство GCS
Низковольтное выдвижное распределительное устройство GCS -
 Сухой трансформатор с медной обмоткой
Сухой трансформатор с медной обмоткой -
 Кабельные лотки
Кабельные лотки
Связанный поиск
Связанный поиск- Сухие силовые трансформаторы 10 кв
- Кабельный лоток 100х100
- Блочное распределительное устройство
- Стационарные распределительные устройства
- Шкаф управления вентилятором шув 5.5 03 r3
- Распределительное устройство ру 50 150
- Плита перекрытия 1000х500х80 кабельных лотков ж б
- Масляный трансформатор 1600
- Шкаф управления насосами кнс абина
- Распределительный щит аварийного освещения



