

Трансформаторы силовые трехфазные масляные тмг
Когда речь заходит о трансформаторах силовых трехфазных масляных ТМГ, многие сразу думают о табличках с параметрами и ГОСТах. Но на практике всё упирается в детали, которые в документации не найдёшь. Например, как поведёт себя магнитная система при длительных перегрузках в сибирские морозы, или почему межвитковые замыкания чаще возникают после транспортировки, а не в штатном режиме. Вот об этих нюансах и поговорим.
Конструктивные особенности ТМГ, которые не бросаются в глаза
Если взять типовой ТМГ 1000 кВА, многие производители экономят на толщине стенок бака. Формально по ТУ проходит 4 мм, но мы в ООО ?Чэнду Чэньси Электрик? всегда добавляем рёбра жёсткости – иначе при перевозке по бездорожью в Казахстане видел, как свары трескались. Не критично, но влагу под изоляцию подсасывает.
С охлаждением тоже есть тонкость: радиаторы типа ?труба в трубе? лучше отводят тепло, но требуют больше техобслуживания. В прошлом году на подстанции в Красноярске при -45° забились каналы – пришлось прогревать трансформатор малыми токами через специальные клеммы. Кстати, эту технологию мы отработали ещё на тестовых образцах для арктических поставок.
А вот активная часть – та самая, где кроется долговечность трансформаторов масляных. Многие забывают, что прессовка стержня должна контролироваться не только по моменту затяжки, но и по частоте собственных колебаний. У нас на производстве есть стенд с вибродатчиками – после случая с гулом на 250 Гц в Тюмени теперь каждый трансформатор проверяем.
Подбор оборудования под реальные нагрузки
Стандартная ошибка – брать трансформатор по полной мощности объекта. На металлургическом заводе в Челябинске поставили ТМГ-2500, хотя график нагрузок показывал пики до 2800 кВА всего 2-3 раза в сутки. Через полгода началось почернение масла – классический перегрев изоляции.
Сейчас мы в https://www.cdcxdl.ru всегда запрашиваем суточные графики нагрузок. Для насосных станций, например, лучше ставить два трансформатора по 630 кВА вместо одного на 1250 – и надёжнее, и по потерям эффективнее. Хотя заказчики часто сопротивляются, мол, дороже.
Интересный случай был с котельной в Новосибирске: там скачки напряжения из-за сварочных аппаратов соседнего цеха. Пришлось ставить дополнительную группу реакторов – без этого силовые трансформаторы выдавали гармоники до 15%. Кстати, это повлияло на срок службы вентиляторов системы охлаждения – пришлось менять подшипники чаще расчётного.
Монтаж и первые пуски
Самое критичное – подготовка фундамента. Видел, как в Татарстане залили плиту без учёта виброизоляции – трансформатор ?ходил? при каждом КЗ. Пришлось демонтировать и делать песчаную подушку с демпферами.
Заливка масла – отдельная история. Даже сертифицированное масло после транспортировки может дать осадок. Мы всегда пропускаем через центрифуги на месте, хоть это и увеличивает сроки пусконаладки. Зато после запуска не бывает срабатываний газовой защиты.
Первые сутки работы – контролируем температуру верхних слоёв масла каждые 2 часа. Однажды на ТМГ-1600 заметили неравномерный прогрев – оказалось, дефект сборки пакета магнитопровода. Хорошо, что обнаружили до окончания гарантии.
Эксплуатационные проблемы и их решения
Чаще всего обращаются по поводу старения масла. Но тут важно отличать естественный процесс от проблем с изоляцией. В лаборатории ООО ?Чэнду Чэньси Электрик? мы делаем не просто химанализ, а ещё и газохроматографию – по соотношению газов можно точно определить природу дефекта.
Вентильные разрядники – их часто забывают обслуживать. На подстанции в Уфе из-за этого при грозе пробило ввод – ремонт обошёлся дороже замены всех разрядников. Теперь в сервисных контрактах отдельным пунктом прописываем их диагностику.
Системы РПН – отдельная головная боль. Механизмы переключения под нагрузкой требуют регулировки каждые 5-7 лет. Кстати, для северных регионов мы рекомендуем синтетические масла в приводах РПН – минеральные загустевают уже при -35°.
Модернизация и повышение эффективности
Современные системы мониторинга – это не просто дань моде. Датчики растворённого газа позволяют предсказать 80% серьёзных отказов. Но ставить их нужно не абы как – мы разработали схему установки сенсоров в зонах максимальной турбулентности масла.
Замена охладителей – иногда выгоднее модернизировать старый ТМГ, чем покупать новый. В Волгограде поставили ребристые радиаторы вместо гладких – температура упала на 12°, что продлило срок службы изоляции лет на пять.
Шумоподавление – актуально для городских подстанций. Вибрационные демпферы на баке + экранирование снижают уровень на 15-20 дБ. Но тут важно не переборщить – излишняя герметизация мешает теплоотдаче.
Перспективы развития ТМГ в России
Сейчас многие переходят на сухие трансформаторы, но для мощностей свыше 2500 кВА трехфазные масляные пока незаменимы. Особенно в условиях перепадов температур – у масла лучше тепловая инерция.
Наше предприятие экспериментирует с добавками к маслу – наночастицы оксида алюминия улучшают диэлектрические свойства на 15-20%. Правда, пока дороговато для серийного производства.
Интерес к гибридным решениям: масляное охлаждение + воздушные теплообменники с принудительной вентиляцией. Для южных регионов это может стать стандартом – уже тестируем на экспериментальной подстанции в Сочи.
Ошибки, которых можно было избежать
Самая грубая – экономия на системе регенерации масла. Помню случай в Перми: купили трансформатор без термосифонных фильтров, через год меняли масло полностью – экономия обернулась дополнительными затратами.
Расчёт токов КЗ – иногда делают по упрощённым формулам. На химическом комбинате в Омске из-за этого не учли апериодическую составляющую – отгорели шины на вводах.
И главное – недооценка квалификации персонала. Лучшее оборудование испортят безграмотные эксплуатационники. Мы сейчас в рамках https://www.cdcxdl.ru организуем обучающие семинары – даже для давно работающих энергетиков находится чему поучиться.
Соответствующая продукция
Соответствующая продукция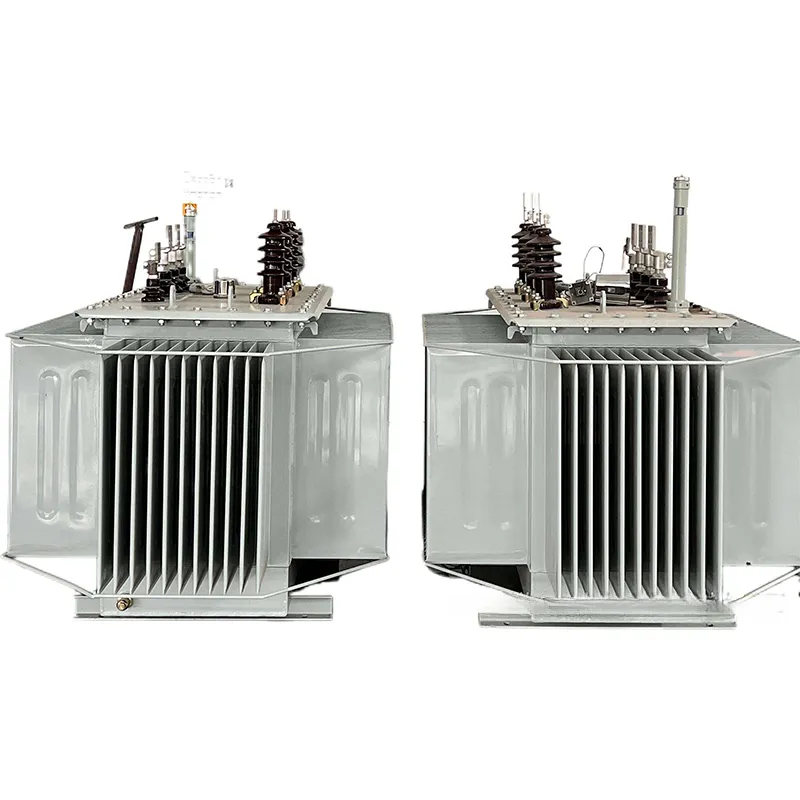

Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектная трансформаторная подстанция американского типа
Комплектная трансформаторная подстанция американского типа -
 Низковольтное стационарное распределительное устройство GGD
Низковольтное стационарное распределительное устройство GGD -
 Высоковольтные стационарные распределительные устройства
Высоковольтные стационарные распределительные устройства -
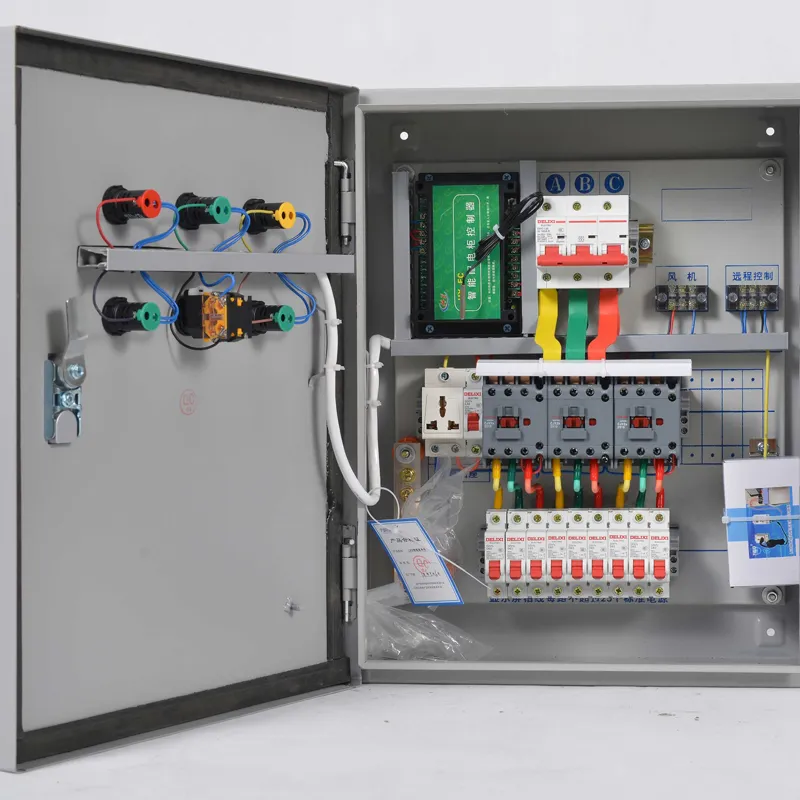
 Шкаф управления насосом
Шкаф управления насосом -
 Распределительный щит второго уровня
Распределительный щит второго уровня -
 Внутренний распределительный щит для бытового использования
Внутренний распределительный щит для бытового использования -
 Кабельная распределительная колонка
Кабельная распределительная колонка -
 Сухой трансформатор с медной обмоткой
Сухой трансформатор с медной обмоткой -
 Низковольтное выдвижное распределительное устройство GCS
Низковольтное выдвижное распределительное устройство GCS -
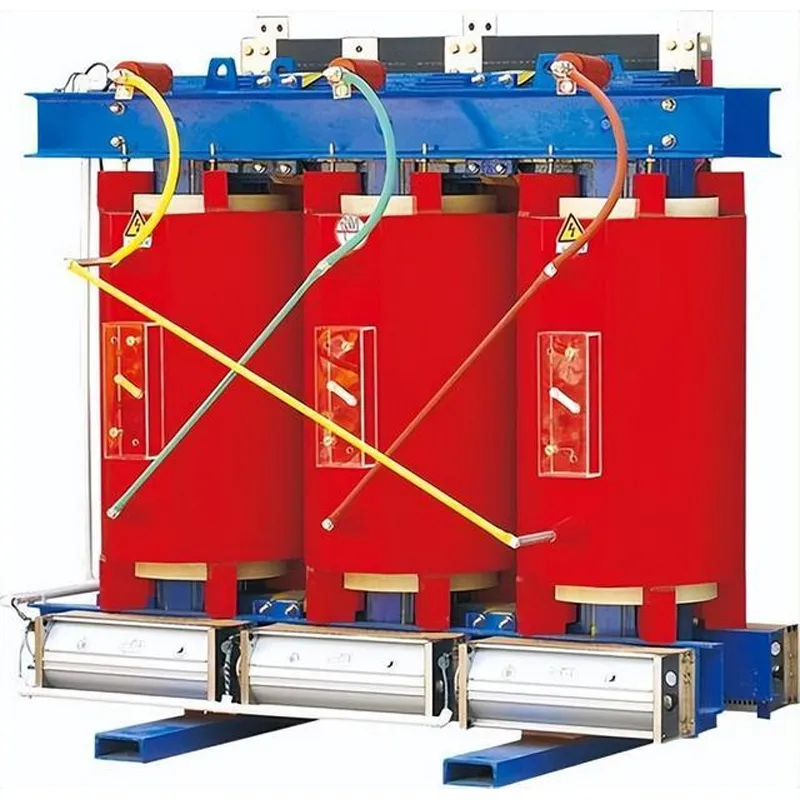 Сухой трансформатор с алюминиевой обмоткой
Сухой трансформатор с алюминиевой обмоткой -
 Шкаф учёта электроэнергии
Шкаф учёта электроэнергии -
 Осветительный распределительный щит
Осветительный распределительный щит
Связанный поиск
Связанный поиск- Трехфазные трансформаторы 380 220 понижающие
- Однофазный трансформатор 25 ква
- Масляная трансформатор 25 кв
- Трансформатор сухой высоковольтный
- Сухой трансформатор 2500 ква
- Кабельный лоток 400х100
- Кабельный лоток 150 мм
- Кабельный лоток 300 мм
- Высоковольтные распределительные устройства
- Кабельный лоток с крышкой 100х50



